Cat:Produse
Tubul continuu, cunoscut și sub denumirea de tuburi flexibile sau tuburi flexibile, este utilizat pe scară largă în câmpurile de lucru, de exploata...
Vezi detalii
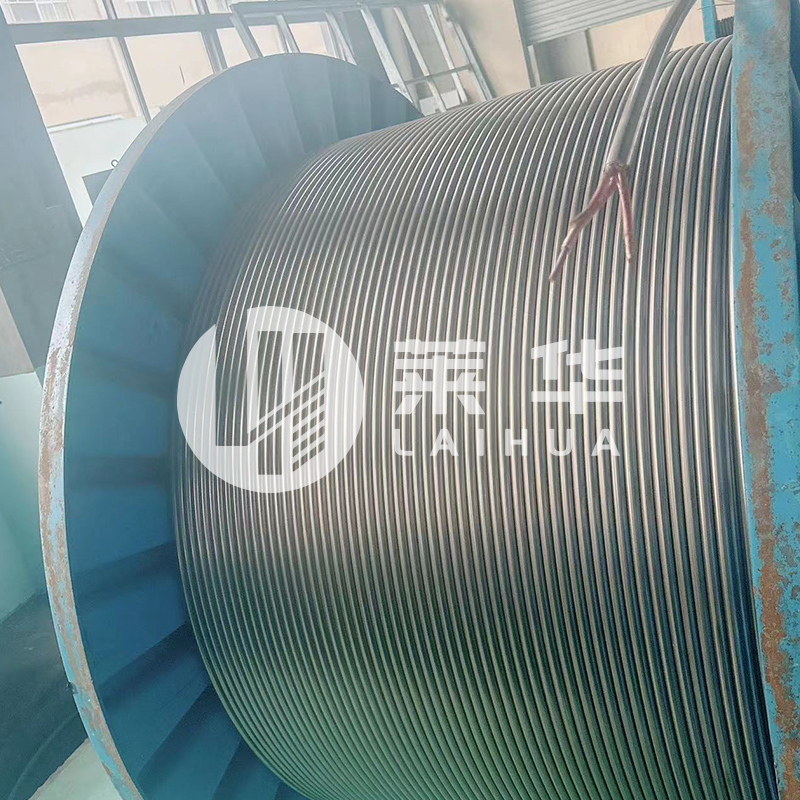
Bobine de tuburi sudate din oțel inoxidabil oferă o soluție fiabilă, rentabilă pentru transportul fluidelor și gazelor, combinând rezistență la coroziune excepțională cu rezistență mecanică ridicată . Ele sunt formate prin rularea și sudarea continuă a benzilor plate din oțel inoxidabil într-o formă tubulară, apoi înfășurând-o pentru manipulare și instalare ușoară. Acest produs este utilizat pe scară largă în industrii precum procesarea petrochimică, instrumentația hidraulică și transferul de fluide de calitate alimentară, unde rulări lungi, neîntrerupte și suprafețe interne consistente sunt critice.
În comparație cu alternativele fără sudură, bobinele sudate oferă toleranțe dimensionale mai strânse și o mai mare consistență a lungimii, depășind adesea 1.000 de metri pe bobină . Acest lucru le face deosebit de valoroase în fabricarea schimbătorului de căldură și sistemele de încălzire în urmă, unde reducerea îmbinărilor la fața locului economisește timp și minimizează potențialele căi de scurgere.
Performanța unei bobine de tuburi sudate este determinată în mod fundamental de compoziția sa de aliaj. Alegerea gradului corect dictează durata de viață în medii specifice.
Tipurile 304 și 304L sunt cele mai comune alegeri, oferind o bună rezistență la oxidare până la 870 de grade Celsius . Sunt potrivite pentru liniile de produse lactate, ornamentele arhitecturale și transportul chimic unde nivelurile de clorură sunt scăzute. Conținutul scăzut de carbon din 304L ajută la prevenirea coroziunii intergranulare după sudare.
Tipurile 316 și 316L sunt îmbunătățite cu molibden, care crește semnificativ rezistența la cloruri și solvenți industriali. Acest lucru le face standardul pentru mediile marine, procesarea farmaceutică și schimbătoarele de căldură de coastă. Rezistența lor la pitting este măsurabil mai mare, cu un număr echivalent de rezistență la pitting de obicei mai sus 25 .
Pentru aplicațiile care necesită atât rezistență ridicată, cât și rezistență excelentă la coroziune la coroziune sub tensiune, sunt specificate clase duplex, cum ar fi 2205. Cu o microstructură care conține aproximativ părți egale de austenită și ferită, aceste bobine sudate pot face față unor presiuni mult mai mari decât oțelurile convenționale din seria 300 la o grosime redusă a peretelui, oferind economie de greutate în cablurile ombilicale și liniile hidraulice submarine.
Trecerea de la sudarea manuală la producția automată de mori a îmbunătățit fiabilitatea cordonului de sudură longitudinală. Morile cu tuburi moderne folosesc metode de sudare prin inducție de înaltă frecvență sau laser pentru a produce o cusătură care se potrivește adesea cu rezistența materialului de bază.
După ce banda este formată printr-o serie de role, marginile sunt încălzite și topite împreună sub presiune, fără metal de umplutură. Cordonele de sudură externe și interne sunt de obicei îndepărtate printr-un proces controlat de eșarfări, creând un profil neted al suprafeței. Tubul trece apoi printr-o recoacere strălucitoare într-un cuptor cu atmosferă controlată, restabilind structura cerealelor și îndepărtând decolorarea termică. Rezultatul este o cusătură de sudură care prezintă structuri de cereale similare cu materialul de bază , un factor crucial pentru durata de viață la oboseală în aplicațiile de presiune ciclică.
Alegerea dintre bobinele cu tuburi fără sudură și sudate ar trebui să se bazeze pe evaluarea presiunii, costul și lungimea necesară. În timp ce tuburile fără sudură sunt în mod tradițional preferate pentru aplicații de înaltă presiune extremă, progresele în tehnologia de sudare au redus acest decalaj de performanță.
| Caracteristică | Bobine sudate | Bobine fără sudură |
|---|---|---|
| Lungime maximă | Peste 1.500 de metri | În general, mai puțin de 200 de metri |
| Toleranță la grosimea peretelui | / - 0,05 mm tipic | / - 10% din peretele nominal |
| Eficiența costurilor | Costuri mai mici de materie primă și procesare | Mai mare datorită procesului de extrudare la cald |
Bobinele sudate sunt în mod clar avantajoase pentru aplicațiile care necesită circuite lungi. De exemplu, într-o linie de injecție chimică care se întinde pe o rafinărie, o singură bobină sudată elimină zeci de potențiale puncte de scurgere care, altfel, ar rezulta din conectarea unor lungimi mai scurte fără sudură.
Bobinele sunt furnizate în intervale precise de diametre exterioare, de obicei de la 1/8 inch (3,18 mm) până la 1 inch (25,4 mm) , cu grosimi de perete variind de la 0,5 mm la 3 mm. Procesul de bobinare în sine necesită un control consecvent al ovalității pentru a se asigura că tubul trece fără probleme prin dispozitive de îndreptare și îndoit în timpul asamblarii.
Finisajele suprafețelor afectează direct curățarea și dinamica fluidelor. Finisajul standard pentru instrumente și bobine hidraulice este, de obicei, strălucitor recoapt, ceea ce oferă o suprafață netedă, reflectorizantă, fără calcar. Pentru liniile de gaz de puritate ultra-înaltă în fabricarea semiconductoarelor, bobinele sudate electrolustruite sunt specificate pentru a reduce rugozitatea suprafeței la Ra 0,25 micrometri sau mai puțin . Acest lucru reduce la minimum aderența particulelor și degajarea de gaze.
Versatilitatea bobinelor de tuburi sudate a dus la adoptarea lor în sectoare foarte solicitante. Următoarea listă evidențiază situațiile în care atributele lor specifice oferă un beneficiu funcțional direct.
Testarea nedistructivă este parte integrantă a furnizării de bobine sudate certificate. Testarea cu curenți turbionari este metoda principală în linie, capabilă să detecteze găuri, fisuri ale cusăturilor și variații dimensionale la vitezele de producție. Pentru servicii critice, lungimi întregi de bobine pot fi supuse testării presiunii hidrostatice la presiuni care depășesc 5.000 psi pentru a verifica integritatea structurală.
Testarea mecanică pe secțiunile eșantionului include teste de aplatizare inversă și evazare pentru a expune slăbiciunea sudurii. O sudură robustă ar trebui să reziste la un test de aplatizare în care sudura este poziționată la 90 de grade față de forța de compresie fără fisurare, confirmând ductilitatea necesară pentru îndoirea cu rază strânsă în câmp.
Manevrarea corectă păstrează integritatea bobinei. Este recomandabil să folosiți mulinete pay-off cu un diametru cel puțin de 20 de ori diametrul exterior al tubului pentru a preveni îndoirea. Derularea trebuie făcută în linie dreaptă pentru a evita introducerea unei răsuciri, care poate crea tensiuni reziduale complexe.
La îndoirea în câmp, o rază de îndoire minimă de trei ori diametrul tubului este o practică standard. Pentru lucrările de instrumentare, îndoitoarele manuale cu blocuri de rază adecvate împiedică aplatizarea peretelui razei exterioare. Spre deosebire de unele produse din oțel carbon, suprafața strălucitoare recoaptă nu necesită curățare chimică după îndoire, cu excepția unei simple ștergere cu un solvent adecvat pentru a îndepărta lubrifiantul de pe instrumentele de îndoire.
Tubul continuu, cunoscut și sub denumirea de tuburi flexibile sau tuburi flexibile, este utilizat pe scară largă în câmpurile de lucru, de exploata...
Vezi detalii
Scop: Cablul de testare la temperaturi ridicate, combinat cu vehiculul de testare la temperaturi ridicate, este utilizat în principal în testarea c...
Vezi detalii
Cablul de testare cu fibră optică din oțel inoxidabil este un cablu de testare special care combină durabilitatea oțelului inoxidabil cu eficiența ...
Vezi detalii
Instrucțiuni pentru utilizarea conductelor de control hidraulic conducte de control hidraulic, cunoscută și sub denumirea de capilară. Utilizați în...
Vezi detalii")
Țeava îmbrăcată din oțel inoxidabil este un sistem de conducte care combină durabilitatea oțelului inoxidabil cu protecția plasticului. Acest siste...
Vezi detalii
Câmp de aplicație: Sistemul de încălzire cu inducție electrică este un set complet de dispozitive de încălzire electrică dezvoltate de compania ...
Vezi detalii
Îmbinarea conductei de tip Ferrule este formată din trei părți: corpul articulației, ferulul și piulița. Când clema și piulița sunt introduse în co...
Vezi detalii
Trogul de derapaj cu tuburi continue este un echipament special conceput pentru operațiunile petroliere, care combină caracteristicile de proiectar...
Vezi detaliiE-mail:
Telefon: +86-15996597000
+86-18252893456
WhatsApp: +86-18252874678
Adresa: Nr. 3 Xinyuan Road, Nanmo Town Industrial Park, Hai'an City, Nantong City, provincia Jiangsu, China
Cod QR pe
Telefon mobil
Copyright © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Contactaţi-ne